(от Микро... и ...метр
измерительный прибор, преобразовательным механизмом которого является микропара винт - гайка. М. применяют для измерения линейных размеров абсолютным контактным методом.
Использование винтовой пары в отсчётном устройстве было известно ещё в 16 в., например в пушечных прицельных механизмах (1570), позднее винт стали использовать в различных геодезических инструментах. Первый патент на М. как самостоятельное измерительное средство был выдан Пальмеру в 1848 (Франция).
Действие М. основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси (
рис. 1). Полные обороты отсчитывают по шкале, нанесённой на стебле М., а доли оборота - по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25
мм из-за трудности изготовления винта с точным шагом на большей длине. Поэтому М. изготовляют несколько типоразмеров для измерения длин от 0 до 25
мм, от 25 до 50
мм и т.д. Для М. с пределами измерений от 0 до 25
мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана - с нулевым штрихом шкалы стебля. Для измерений длин, больших 25
мм, применяют М. со сменными пятками; установку таких М. на нуль производят с помощью установочной меры, прикладываемой к М., или концевых мер (См.
Концевые меры)
. Измеряемое изделие зажимают между измерительными плоскостями М. Обычно шаг винта равен 0,5 или 1
мм и соответственно шкала на стебле имеет цену деления 0,5 или 1
мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0,01
мм. Эта величина отсчёта является наиболее распространённой, но имеются М. с отсчётом 0,005, 0,002 и 0,001
мм. Постоянное осевое усилие при контакте винта с деталью обеспечивается фрикционным устройством - трещоткой. В зависимости от конструкции (формы корпуса или скобы, в которую встраивается микропара, формы измерительных поверхностей) или назначения (измерение толщины листов, труб, зубьев зубчатых колёс) М. разделяют на гладкие, рычажные, листовые, трубные, резьбомерные со вставками (см. Резьбоизмерительный инструмент (См.
Резьбоизмерительные инструменты))
, зубомерные.
М. выпускаются ручные и настольные, в том числе со стрелочным отсчётным устройством. Микр
ометрические пары используются также в
Глубиномерах
, Нутромерах и др. измерительных средствах. Наибольшее распространение имеют гладкие М. Настольные М. (в т. ч. со стрелочным отсчётным устройством) предназначаются для измерения маленьких деталей (до 20
мм)
, их часто называют часовыми М. (
рис. 2).
Характеристики некоторых микрометров, выпускаемых в СССР
----------------------------------------------------------------------------------------------------------------------------------------------
| Тип микрометра | Пределы измерений, мкм | Погрешность, мкм |
|---------------------------------------------------------------------------------------------------------------------------------------------|
| Гладкий | от 0 до 600 | ± (2-10) |
| Рычажный | от 0 до 2000 | ± (3-4) |
| Листовой | от 0 до 5; 10; 25 | ± 4 |
| Трубный | от 0 до 10: 25 | ± 4 |
| Зубомерный | от 0 до 100 | ± 5 |
| Настольный | от 0 до 10: 20 | ± (2-3) |
----------------------------------------------------------------------------------------------------------------------------------------------
Н. Н. Марков.
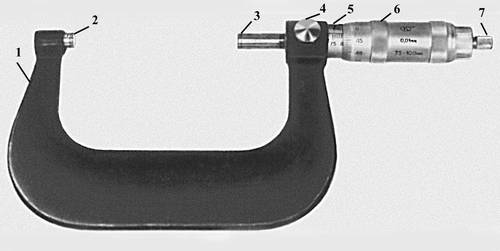
Рис. 1. Гладкий микрометр МГ с пределом измерения 75-100 мм; 1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 - стебель; 6 - барабан; 7 - трещотка.
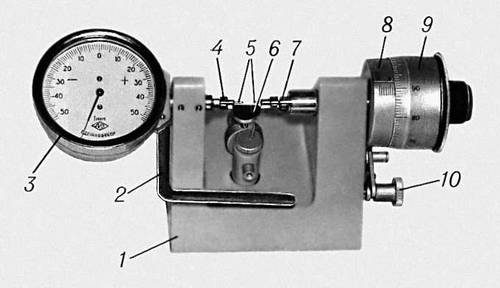
Рис. 2. Настольный микрометр со стрелочным отсчётным устройством: 1 - корпус; 2 - арретир; 3 - отсчётное устройство; 4 - измерительный стержень отсчётного устройства; 5 - измерительные наконечники; 6 - столик; 7 - измерительный стержень микрометрической головки; 8 - стебель; 9 - барабан; 10 - стопор.